ER80S-D2 MIG / GMAW filler metal is a low-alloy wire used where the weld deposit needs higher tensile strength and added molybdenum compared with general-purpose mild steel wires. It is typically considered for high-strength carbon and low-alloy steels, but it should not be treated as a default choice. The correct wire depends on the WPS, base metal, service conditions, joint design, shielding gas, and required mechanical properties.
Use the WSP filler metal page as a starting point, not as a procedure approval. Confirm the classification, base metal, and service requirements before ordering wire or welding production parts.
Key Takeaways
- ER80S-D2 is a classification, not a blanket approval for all low-alloy jobs.
- Confirm the WPS and code requirements first.
- Verify the base metal grade and thickness range before selection.
- Check shielding gas requirements and procedure parameters against the manufacturer data sheet.
- When details are uncertain, mark them as Unknown (Verify) and stop before production welding.
How to Use the Filler Metal Finder Page
The Weld Support Parts filler metal finder page is useful when you are narrowing down a starting point for wire selection. It is not a substitute for code compliance or a qualified WPS. Use the page to compare the listed classification, process, and base material family, then move to the manufacturer data sheet and your internal welding documentation.
Open the filler metal finder page and confirm these items:
- Process: MIG / GMAW
- Classification: ER80S-D2
- AWS spec: AWS A5.28
- Base material family: High-strength carbon and low-alloy steels
If your application does not match those basic categories, do not assume the wire is suitable. Verify the actual specification or use a different filler metal family.
Selection Checks Before Ordering
Follow a short check-inspect-verify sequence before you place an order.
- Check: The WPS for the required filler classification.
- Inspect: The base metal identification on drawings, material certs, or job travelers.
- Verify: The service condition. If the part sees elevated stress, impact loading, fatigue, or temperature exposure, review the weld metal requirements carefully.
- Check: Shielding gas type and transfer mode requirements in the procedure.
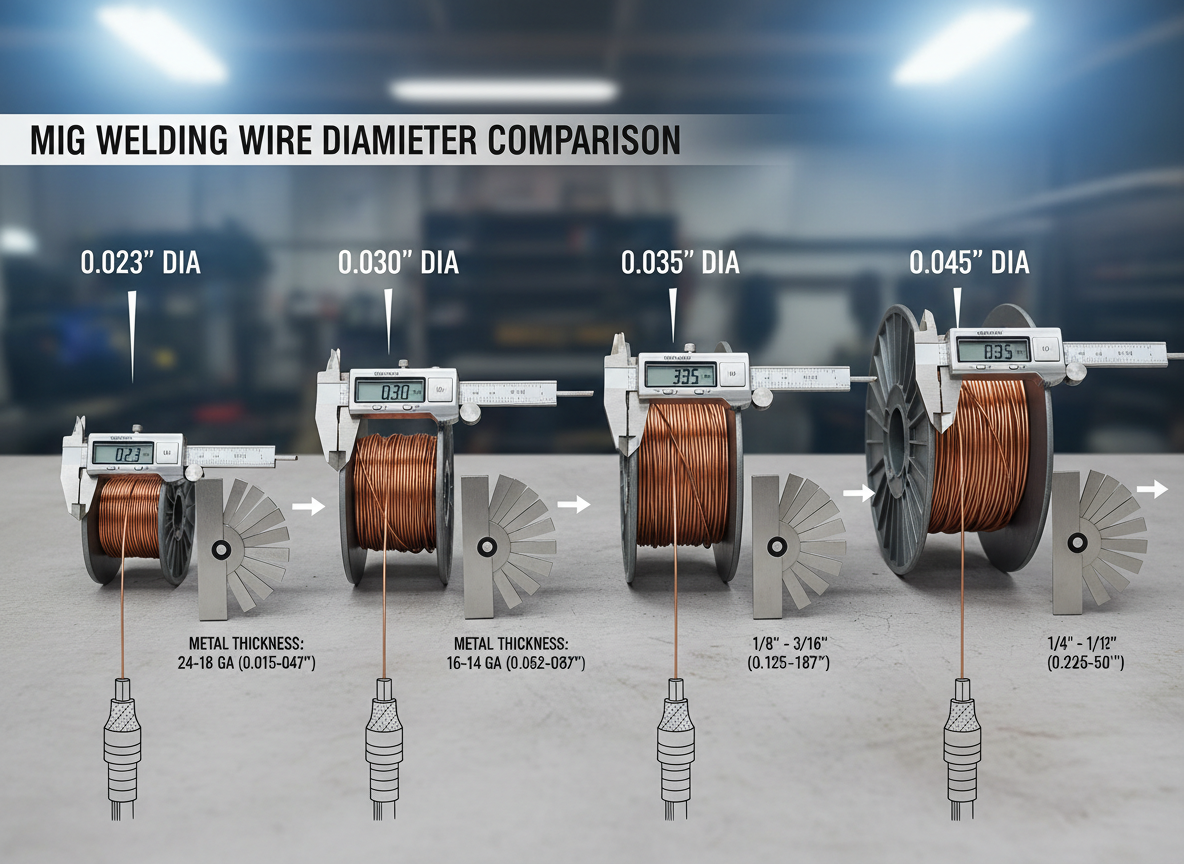
- Inspect: Wire diameter and spool size requirements. The listed sizes for this product family may include .030 in, .035 in, and .045 in, but confirm the exact size on the product page and data sheet before purchase.
- Verify: The manufacturer name and data sheet for the exact wire you intend to use.
If any item is missing, the correct action is not to guess. Mark the unknown detail as Unknown (Verify) and stop until the documentation is complete.
Troubleshooting Common Selection Problems
Problem: The wire classification looks right, but the job still fails review
Check: Whether the WPS actually allows ER80S-D2 for that joint and base metal combination.
Inspect: Any project-specific customer requirements, postweld heat treatment requirements, or impact testing requirements.
Verify: Whether a different filler classification is required by code or contract. If the answer is unknown, treat it as Unknown (Verify) and route it to welding engineering or QA.
Problem: The base metal is low-alloy, but the exact grade is not confirmed
Check: Heat numbers, mill certs, or material markings.
Inspect: Whether the material is actually carbon steel, HSLA, or another alloy family.
Verify: The grade before using ER80S-D2 as a selection baseline. A general family match is not enough for production release.
Problem: The filler metal finder page gives a starting point, but no final answer
Check: The page description and classification fields.
Inspect: The manufacturer data sheet for the specific wire brand.
Verify: Procedure approval through your WPS, PQR, or responsible welding authority. Finder pages are support tools, not approval documents.
Practical Purchasing Notes
When buying ER80S-D2 wire, keep the ordering record tied to the actual job requirements. Do not order only from memory or from a past job that happened to use a similar classification.
- Record the WPS number or internal reference.
- Record the base metal grade and thickness.
- Record the required wire diameter.
- Record the shielding gas from the approved procedure.
- Record the manufacturer and data sheet revision, if known. If unknown, mark Unknown (Verify).
This avoids mix-ups between similar low-alloy wires and helps maintenance buyers prevent nonconforming stock from reaching the floor.
Safety Notes
- Do not weld from a filler metal description alone.
- Review the WPS, SDS, and manufacturer data sheet before use.
- Use proper ventilation and fume control for GMAW welding.
- Verify storage condition and spool handling before loading wire.
- If the job has critical service requirements, involve welding engineering or QA before starting production.
FAQ
Is ER80S-D2 a direct replacement for ER70S-2?
No. They are not interchangeable by assumption. ER80S-D2 is a low-alloy wire with different intended mechanical property behavior. Check the WPS and verify the required classification before substituting anything.
Can I use ER80S-D2 on any low-alloy steel?
No. Base metal family alone is not enough. Inspect the exact grade and service condition, then verify that the procedure permits this wire.
What should I do if the wire size is not listed in my internal notes?
Check the product page and manufacturer data sheet. If the size still cannot be confirmed, treat it as Unknown (Verify) and do not order until confirmed.
Is the filler metal finder page a final approval source?
No. It is a starting point for selection only. Verify against the WPS, code requirements, and manufacturer documentation.
Sources Checked
Final note: ER80S-D2 is a useful starting point for higher-strength carbon and low-alloy welds, but the correct answer still comes from the procedure and the material documentation. Check the facts, inspect the material, and verify the approval path before welding.
Disclosure: As an Amazon Associate, Weld Support Parts may earn from qualifying purchases.