Shop fabrication depends on matching the cutting method to the job. The wrong consumable or support tool can slow work, increase rework, and create poor edge quality. When evaluating cutting products for metal fabrication, start with the material type, thickness, cut quality required, and whether the process will be used for straight cuts, beveling, gouging, or cleanup.
For many shops, the main decision is not whether a tool can cut metal, but whether it cuts the specific joint or part efficiently and consistently. That means checking consumables, torch compatibility, current range, electrode life, and the support items that keep the process stable. If the setup is unclear, verify the tool and consumable match before production starts.
Key Takeaways
- Choose cutting products based on process fit: plasma, carbon arc gouging, oxy-fuel, or related shop methods.
- Check consumable wear before blaming power source performance.
- Verify torch, rod, electrode, and nozzle compatibility before use.
- Use support tools and inspection steps to control edge quality and reduce downtime.
- When technical details are not confirmed, mark them as Unknown (Verify) and check the source documentation.
What to Compare in Cutting Products
For fabrication shops, the practical comparison points are consistent. First, identify the cut type. Thin sheet, plate cutting, bevel prep, slotting, gouging, and severing all place different demands on the tool. Second, check the duty cycle and operating environment. A bench-cutting setup may need different consumables than a field repair job. Third, confirm the wear part path. If you cannot source the right nozzle, electrode, or rod, the whole system becomes harder to support.
Also compare maintenance burden. Some cutting methods are forgiving when parts are slightly worn; others are not. If edge appearance matters, you may need finer control and more frequent inspection. If speed matters more than finish, a heavier cutting method may be acceptable. The best choice is the one the crew can run repeatably with the parts on hand.
Troubleshooting and Support Checks
When cut quality drops, do not assume the machine has failed. Work through the consumables and setup first.
Check: inspect the nozzle, electrode, tip, or rod for heat damage, erosion, spatter, and uneven wear. Look for burn marks, cracking, and contamination.
Inspect: confirm air flow, gas flow, cable condition, lead connections, and torch cleanliness. A restricted path or loose connection can create poor arc starts, rough edges, or inconsistent performance.
Verify: confirm the process settings match the material and consumable being used. If the current, gas, or pressure values are not confirmed in the source documentation, treat them as Unknown (Verify) and do not guess.
If the cut is heavily drossed or angled, check travel speed, torch standoff, and consumable alignment. If the arc will not start or is unstable, inspect the electrode and torch body first, then verify the power source output and lead condition. If gouging results are inconsistent, check rod wear and operator angle before changing the power source.
WSP Lookup Reference
The provided Weld Support Parts lookup page for rod and torch support is here: Arc Air Gouging Rod Selection. Use it to confirm the available rod and slice-torch support information before ordering or specifying parts. The page title indicates Arc Air Slice Rod Selection, Arc Air Slice Rods, Exothermic Cutting Rods, and Slice Torch Rods. Any detailed fitment, compatibility, or performance claim not shown on the lookup page should be treated as Unknown (Verify).
For shops that use arc-air style gouging or slice-rod cutting support, this kind of reference is useful for reducing ordering mistakes. Match the rod type to the torch system and confirm the intended use in the source page or the product listing before the job starts.
Support Tool Selection for Fabrication Shops
Cutting products are not limited to the consumable itself. Support tools matter because they affect consistency and safety. Common support items include holders, leads, regulators, carts, guide rails, clamps, layout tools, and replacement wear parts. A shop may have the correct cutter but still struggle if the support gear is worn, damaged, or mismatched.
When selecting support items, check whether the tool helps with cut control, consumable life, or operator access. For example, a guide or straightedge may improve repeatability on long cuts. A clamp may be more useful than an extra hand on certain layouts. A clean work surface and proper work lead contact can reduce troubleshooting time. Verify the role of each item before adding it to stock.
Safety Notes
- Wear the required PPE for the cutting process in use, including eye, face, hand, body, and hearing protection as required by the task.
- Inspect hoses, leads, torch bodies, and connections before use.
- Keep flammables, dust, and scrap away from the cutting area.
- Assume hot metal remains hazardous after the cut is complete.
- If a setting, consumable, or compatibility detail is not confirmed, mark it Unknown (Verify) and check the manufacturer or source listing before use.
FAQ
What is the first thing to check when a cut gets rough?
Check the consumable condition first. Nozzle or rod wear is a common cause of rough edges, poor arc stability, and inconsistent cut quality.
How do I know which cutting product is right for fabrication work?
Match the process to the job: thickness, material, cut type, and finish requirements. Then verify the torch and wear part compatibility before buying or running production.
Can I assume a rod or consumable will fit because it looks similar?
No. Do not assume fitment from appearance alone. Verify part type, torch system, and source documentation. If the detail is not confirmed, it is Unknown (Verify).
What should maintenance buyers track for cutting support items?
Track wear part usage, replacement frequency, torch condition, lead damage, and the specific process each item supports. That helps avoid stockouts and wrong-part issues.
Sources Checked
- Weld Support Parts: Arc Air Gouging Rod Selection
- Allowed internal article: Cutting Products Guide: Choosing the Right Tools for Plasma, Carbon Arc & More
Use a simple rule in the shop: verify the process, verify the wear parts, then cut. That approach reduces guesswork and keeps fabrication moving.
Disclosure: As an Amazon Associate, Weld Support Parts may earn from qualifying purchases.


![ARCCAPTAIN iControl [Non-HF] Plasma Cutter CUT55 MP with APP Control, 55Amp Blowback Pilot Arc, 120V/240V, Upgraded LED Display, Expanded Metal, Rust Removal, Plasma Gouging, Pressure Detection](https://m.media-amazon.com/images/I/51hLye1tq1L._SL160_.jpg)


 Conclusion
Conclusion


 Note for Readers: This post may contain affiliate links. If you purchase through them, we may earn a small commission at no cost to you. Thank you for supporting our site.
Note for Readers: This post may contain affiliate links. If you purchase through them, we may earn a small commission at no cost to you. Thank you for supporting our site.
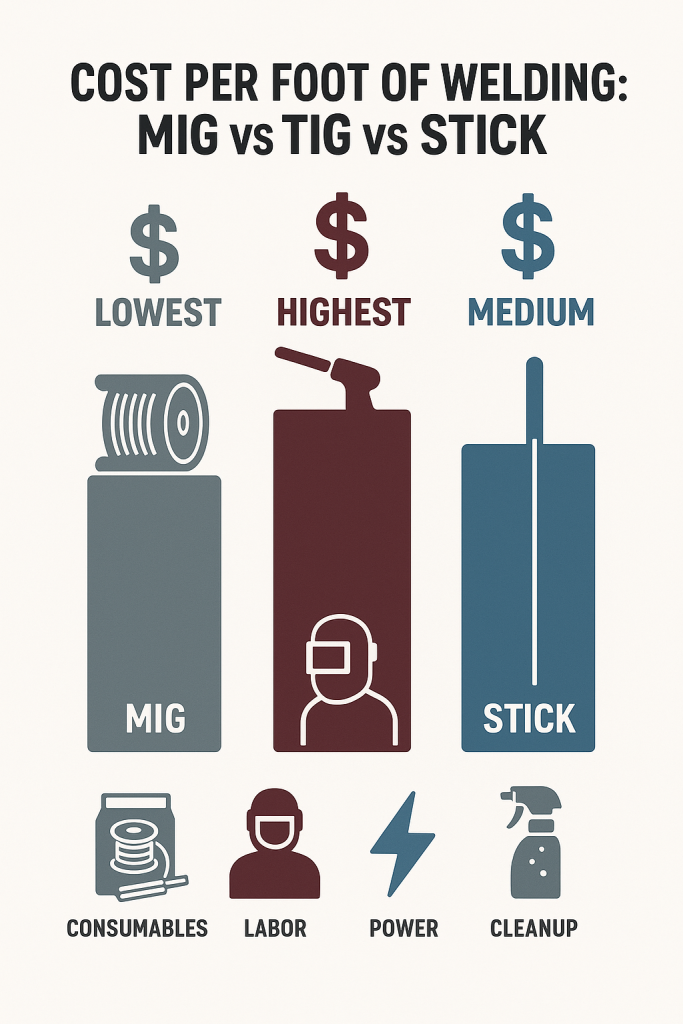
 MIG Welding (GMAW) – High Speed, Low Cost
MIG Welding (GMAW) – High Speed, Low Cost
 Assumptions:
Assumptions: MIG Welding Cost Example
MIG Welding Cost Example $0.89/ft
$0.89/ft