ER70S-6 MIG / GMAW filler metal is a common starting point for mild steel and carbon steel fabrication, repair, and general shop work. It is widely used because it supports routine production welding and maintenance work where good fit-up, practical deposition, and broad application matter. That said, the filler wire is only one part of the weld package. Final selection still depends on the WPS, base metal, service condition, joint design, shielding gas, and any code or customer requirements.
Use the WSP filler metal page and the filler metal finder as selection references, not as automatic procedure approval. The product page for ER70S-6 MIG / GMAW Filler Metal and the filler metal finder are starting points for narrowing the choice. They do not replace a qualified WPS or manufacturer data sheet.
Key Takeaways
- ER70S-6 is a general-purpose solid wire for MIG / GMAW on mild steel and carbon steel.
- Do not treat a filler metal listing as proof of WPS compliance.
- Verify base metal grade, thickness, service environment, and shielding gas before ordering wire.
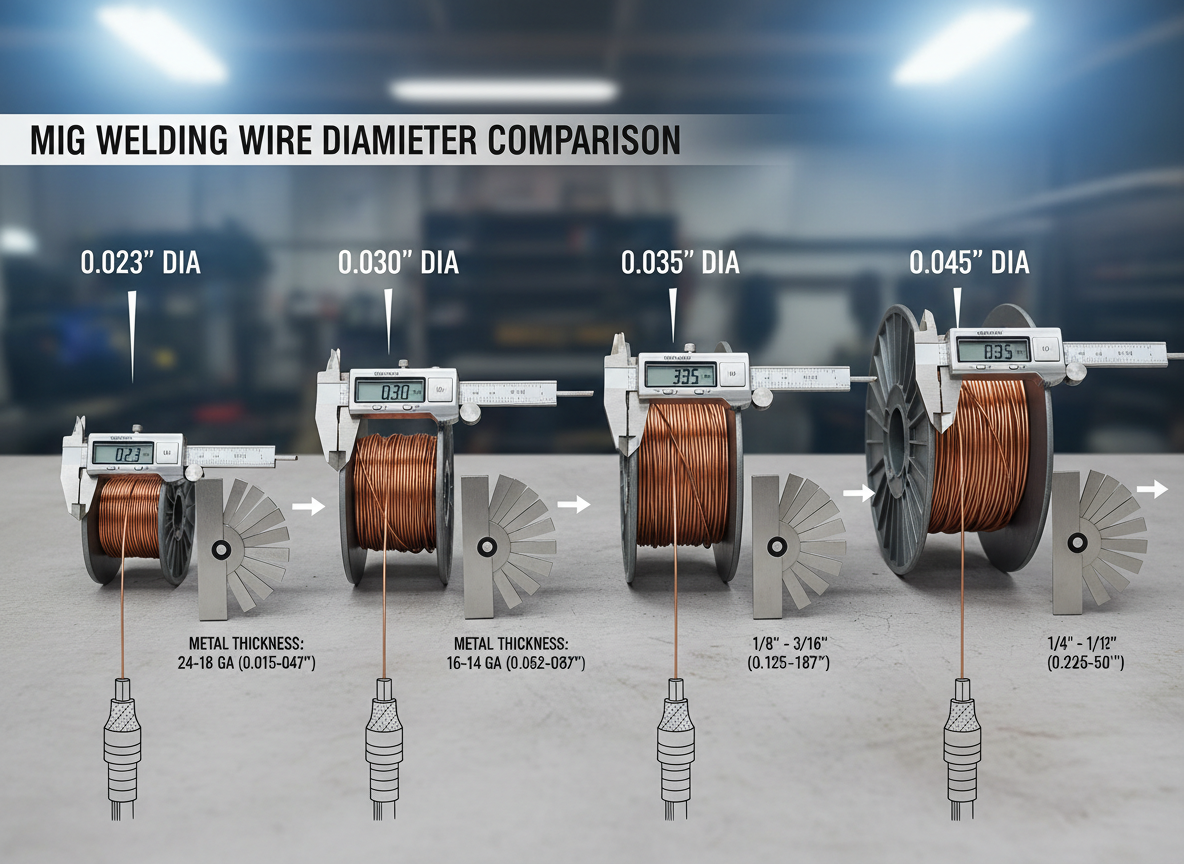
- Match wire diameter to the application and the procedure. Common sizes may include .023 in, .030 in, .035 in, and .045 in, but the correct size is procedure-dependent and may be Unknown (Verify).
- For critical work, confirm code requirements and manufacturer data sheets before welding.
How to Use ER70S-6 as a Starting Point
ER70S-6 is often selected when the job calls for a dependable solid wire for shop fabrication, repair work, and general maintenance on carbon steel. It is often considered alongside ER70S-3 and ER70S-2 during selection, but the right choice depends on cleaning level, deposition needs, and the procedure in use. Do not assume a wire works because it is common. Check the actual base metal and the weld requirement first.
Check: the base material identification, thickness, and any drawing notes.
Inspect: the joint condition, contamination, rust, mill scale, primer, and moisture.
Verify: the WPS, shielding gas, polarity, and wire diameter before loading the feeder.
Troubleshooting and Support Checks
If the arc is unstable, the weld bead profile is inconsistent, or spatter is higher than expected, do not assume the wire is wrong. Start with the setup and consumable path.
Check the gun liner, contact tip, drive roll tension, and wire feed path for drag or birdnesting risk.
Inspect the shielding gas delivery, flow settings, leaks, and nozzle condition.
Verify the wire diameter matches the drive roll groove, contact tip, and procedure requirements.
If porosity appears, the first checks should be gas coverage, surface contamination, and stickout. If there is excessive spatter, review voltage, wire feed speed, inductance if available, and whether the wire is being used within the intended procedure. If fusion is poor, verify travel speed, work angle, joint prep, and heat input settings. These are support checks, not guaranteed fixes. Unknown (Verify) details should be confirmed against the WPS and the manufacturer data sheet.
Filler Metal Finder Notes
The filler metal finder is useful when the team is sorting through options for mild steel and carbon steel work. Treat it as a filtering tool. Start with the process, classification, and base metal family, then narrow by job requirement. The finder can help reduce guesswork, but it cannot approve a weld procedure.
Use these practical selection questions:
- Is the job MIG / GMAW and solid wire is allowed by the WPS?
- Is the base metal mild steel or carbon steel?
- Does the service condition require a different filler or higher control?
- What diameter is called out, or what size is permitted by the procedure?
- Is the shielding gas specified, or is it Unknown (Verify)?
If any answer is unclear, stop and verify before purchase. A common wire selection can still be wrong for the application if the service environment, code, or procedure is not matched.
Ordering and Setup Checklist
Before you order or load ER70S-6 wire, run this basic check sequence:
- Check the WPS number and revision.
- Inspect the base metal marking, mill certs, or job traveler if available.
- Verify that the shielding gas, polarity, and wire diameter are compatible with the procedure.
- Check spool size and feeder capacity for the job volume.
- Inspect storage conditions to reduce moisture and contamination risk.
If the documentation is incomplete, the technical answer is not to guess. Mark the missing data as Unknown (Verify) and confirm it through the welder, supervisor, engineer, or manufacturer data sheet.
Safety Notes
Welding safety still applies when using a standard mild-steel solid wire. Keep the work area ventilated, protect against arc radiation, and control fumes generated by base metal, coatings, and contamination. Remove flammables from the weld area and use correct PPE. Verify local procedures for hot work, cylinder handling, and shop ventilation. If the job involves coated, painted, plated, or dirty steel, the fume and cleanup risk may be higher than expected.
FAQ
Is ER70S-6 a universal choice for all MIG welding?
No. It is a common starting point for mild steel and carbon steel, but the final choice depends on the WPS, base metal, service conditions, and code requirements.
Can I use the filler metal page as proof of procedure approval?
No. The filler metal page is a selection reference only. Confirm the WPS and manufacturer data before welding.
What wire diameter should I buy?
Use the diameter listed by the procedure or job requirement. Common sizes may include .023 in, .030 in, .035 in, and .045 in, but the correct size for a given job may be Unknown (Verify) until the WPS is checked.
What should I verify before troubleshooting weld defects?
Verify gas delivery, base metal condition, contact tip condition, wire feed path, polarity, and the weld settings before assuming the filler wire is the root cause.
Sources Checked
- ER70S-6 MIG / GMAW Filler Metal product page: https://www.weldsupportparts.com/filler-metal-mig-er70s-6.html
- WSP Filler Metal Finder: https://www.weldsupportparts.com/filler-metal-finder.html
Final note: use the product page and the finder as support tools, then verify the job requirements before ordering or welding. When in doubt, stop and confirm the WPS, base metal, and manufacturer data sheet.
Disclosure: As an Amazon Associate, Weld Support Parts may earn from qualifying purchases.