Introduction
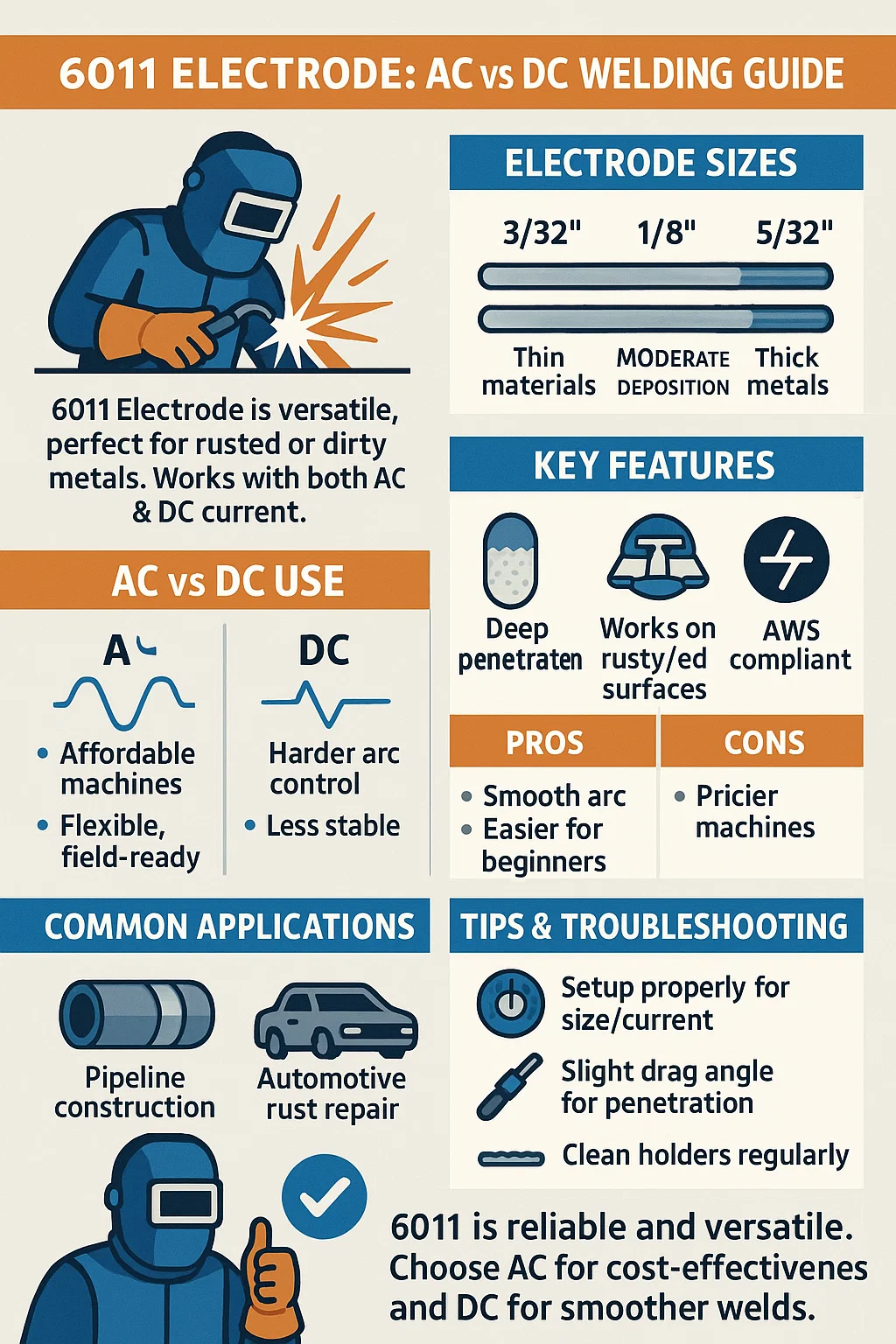
In the world of welding, choosing the right electrode and current type is pivotal for achieving optimal results. One common question among welders is whether to run the 6011 electrode on AC or DC current. This decision significantly impacts the welding process and the final outcome. The 6011 electrode is crucial in welding for its versatility and effectiveness in penetrating rusted or dirty metals. Both experienced welders and newcomers, including fabricators, students, and engineers, often examine this electrode for its unique benefits.
Types / Variants
While 6011 itself is a designated type of electrode, it comes in various sizes:
- 1/8 inch: Typically used for medium-thickness metals.
- 3/32 inch: Better suited for thinner materials.
- 5/32 inch: Ideal for thicker metals requiring deeper penetration.
Each size is chosen based on the metal thickness and desired penetration.
Key Features or Specifications
- Material: Cellulose-based coating
- Deposition Rate: Moderate, providing a good balance between speed and control.
- Compatibility: Usable with both AC and DC power sources, making it versatile for different settings.
- Certifications: Often compliant with AWS (American Welding Society) standards.
The main advantage of the 6011 electrode is its deep penetration capability, which is crucial for welding dirty or rusty materials.
Usage & Compatibility
AC Current Advantages:
- Arc Stability: While more challenging, AC offers flexibility in stabilizing the arc.
- Cost Effectiveness: Often more affordable than DC welding machines.
- Versatility: Suitable for basic repairs and fabrication.
DC Current Advantages:
- Smoother Operation: Provides more stable arcs and smoother welds.
- Easier for Beginners: Often easier to manage and control.
- Directional Stability: Consistent electrode behavior.
Disadvantages:
- AC: Can be more difficult to control and produce less stable arcs.
- DC: Equipment is usually more expensive.
Best Use Case:
6011 is predominantly used in the Shielded Metal Arc Welding (SMAW) process. Welders dealing with rusted or painted surfaces often lean towards using 6011 for its penetrating power, especially when cleaning the metal isn’t entirely feasible.
Common Applications
- Field Repairs: Known for effectiveness in less-than-ideal conditions.
- Pipeline Construction: Excels in tasks demanding deep penetration.
- Automotive Work: Handles rusted or imperfect surfaces effectively.
The electrode’s adaptability makes it a staple in industries requiring durability and reliability.
Tips & Best Practices
- Setup: Ensure proper machine settings based on the electrode size and type of current.
- Technique: Maintain a slight dragging angle for deeper penetration.
- Maintenance: Regularly clean and inspect electrode holders for starch buildup.
Troubleshooting:
- Starting issues on AC: Adjust arc length and ensure connections are reliable.
- Uneven weld bead: Review travel speed and heat settings.
Conclusion
Whether running 6011 on AC or DC depends on several factors, like equipment availability and specific project needs. AC is cost-effective and versatile for general repairs, whereas DC offers smoother operation suitable for detailed work. The 6011 electrode’s deep penetration and versatility make it indispensable for welding professionals and students. Understanding its advantages and applications allows for informed decisions tailored to individual project goals.
Note for Readers: This post may contain affiliate links. If you purchase through them, we may earn a small commission at no cost to you. Thank you for supporting our site.

- Washington Alloy’s 6011 3/32″ Electrode
- 60,000lbs Tensile strength
- 5 Lb Package
- All-position, Flux coated
Last update on 2026-03-06 / Affiliate links / Images from Amazon Product Advertising API
- Washington Alloy’s 6011 1/8″ Electrode
- 60,000lbs Tensile strength
- 5 Lb Package
- All-position, Flux coated
Last update on 2026-03-06 / Affiliate links / Images from Amazon Product Advertising API
- Washington Alloy’s 6011 5/32″ Electrode
- 60,000lbs Tensile strength
- 5 Lb Package
- All-position, Flux coated
Last update on 2026-03-06 / Affiliate links / Images from Amazon Product Advertising API

- AWS A5.1 CLASS E6011
- 10 LB Package – 6011
- Tensile Strength (psi) 60,000
Last update on 2026-03-06 / Affiliate links / Images from Amazon Product Advertising API
- AWS A5.1 CLASS E6011
- 10 LB Package – 6011
- Tensile Strength (psi) 60,000
Last update on 2026-03-06 / Affiliate links / Images from Amazon Product Advertising API
