The Strong Hand Tools MET11 Mini MagTab is one of those small, under-$20 fixtures that ends up earning a permanent place on the bench. It’s a compact magnetic clamp designed for holding tabs, flat bar, flanges, and small brackets square during tack welding. For layout, light fab, and repeated parts alignment, the Mini MagTab solves a real problem: securing small pieces accurately without bulky clamps.
Key Takeaways
- Holds small brackets, tabs, and flat bar square during fit-up.
- Compact design fits places larger magnets can’t.
- Adjustable V-shaped face for tubing and irregular parts.
- Replaceable pads extend service life.
- Ideal for TIG and MIG layout work where speed and accuracy matter.
What the Mini MagTab Solves
Regular welding magnets struggle with:
- Small parts
- Tight spaces
- Consistent 90° alignment
- Thin materials that shift under clamp pressure
The MET11 addresses these issues by combining a precision 90° face, a pivoting V-block, and a low-profile body that doesn’t fight you during tack welding. It’s built for repetitive work and small-part fabrication — handrails, brackets, gussets, race-car tabs, control-arm brackets, or anything where placement accuracy matters.
Features & Build
Body: Steel housing with replaceable pads
Magnet Type: Permanent magnet
Faces: 90° fixed face + adjustable V-face
Adjustment: Slotted hardware for micro-alignment
Applications: Brackets, tabs, 1/2″–1-1/2″ tube, flat bar, sheet fab
Heat Considerations: As with all magnetic fixtures, avoid excessive heat exposure; remove before completing full welds.
Performance in the Shop
The MET11 shines when:
- Holding two small parts at 90°
- Aligning tabs on round tube
- Keeping parts from drifting while tacking
- Doing repetitive work where speed matters
The magnet strength is balanced — strong enough to hold parts reliably, but not so aggressive that it “snaps” pieces out of alignment.
Best Use Cases
- Tube-frame tabs
- Brackets on square or round tube
- Jigging small assemblies
- Motorcycle fabrication
- Sheet metal fit-ups
- Fixture work on limited-space tables
Where to Buy

- 6 replaceable magnets for 3x STRONGER magnetic holding force than the Standard MagTab
- Magnetic pull force from 22 ~ 44 lb. (10 ~ 20 kg) based on flat surface with the two larger magnets
- Knurled knob provides comfrotable and easy grip
- Slot on hte bracket for workpiece alignment
- Dim: 4.5″ x 2.6″ x 2″
Last update on 2026-03-06 / Affiliate links / Images from Amazon Product Advertising API
Comparison Table
| Feature | Strong Hand MET11 Mini MagTab | Standard Magnet Square |
|---|---|---|
| Size | Compact, fits small parts | Bulky for small fab |
| Alignment | Precise 90° + adjustable V | Fixed 90° only |
| Pads | Replaceable | Usually not replaceable |
| Tube Support | Yes (V-block) | Limited |
| Best For | Tabs, brackets, tube work | General layout |
Safety Notes
- Keep magnets away from high heat; prolonged exposure can weaken magnetic force.
- Do not rely on magnets for load-bearing support — use mechanical clamping when welding beyond tacking.
- Maintain clean surfaces; metal dust reduces holding strength.
- Always follow ANSI Z49.1 welding safety guidelines.
FAQ
Can the Mini MagTab hold heavy parts?
It’s designed for small and medium-light parts. For thicker brackets, pair it with a mechanical clamp.
Can it be used on stainless or aluminum?
The magnet won’t stick directly to non-ferrous metals, but it can support steel fixtures that hold stainless/aluminum parts in place.
Does the heat from TIG arcs damage it?
Prolonged heat will weaken any magnet. Remove the MagTab after tack welding.
Are the pads useful long term?
Yes — the replaceable pads extend life and keep the faces accurate.
Sources Checked
- Strong Hand Tools product materials
- Manufacturer datasheets



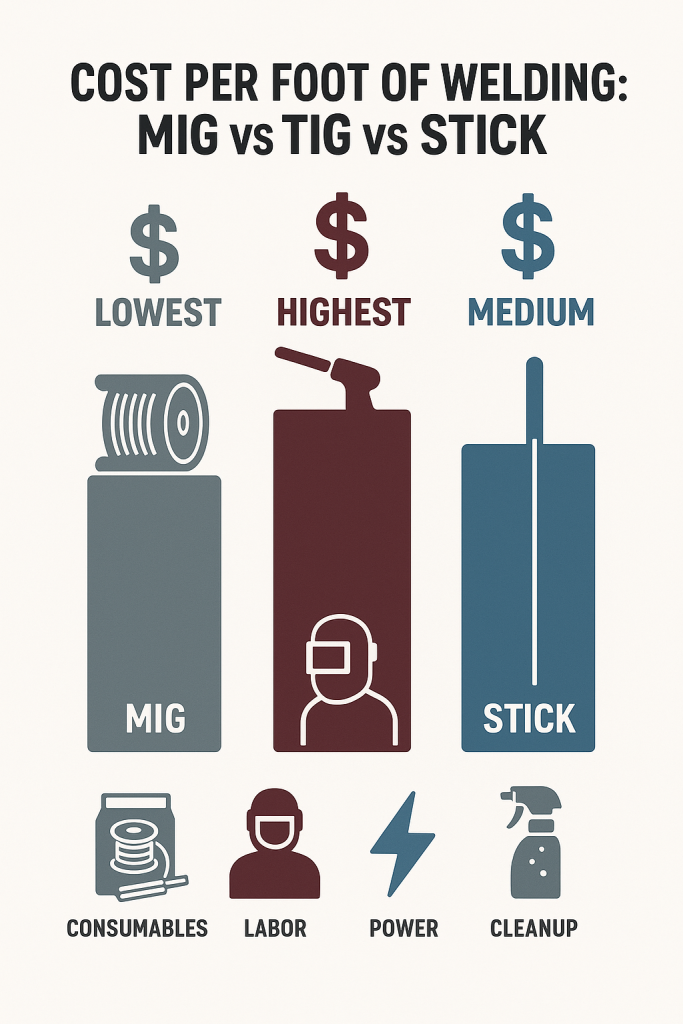
 MIG Welding (GMAW) – High Speed, Low Cost
MIG Welding (GMAW) – High Speed, Low Cost
 Assumptions:
Assumptions: MIG Welding Cost Example
MIG Welding Cost Example $0.89/ft
$0.89/ft